腐蚀加工


公司介绍  产品分类 产品分类
站内搜索 友情链接 |
腐蚀加工 1、腐蚀加工的材料:腐蚀的材料可以分为金属材料和非金属材料.在这里我们所指的加工,是专对金属材料的腐蚀加工,不同的金属材料需要配专用的药水.卓力达主要是以不锈钢、铜、铜合金的腐蚀生产,类似钼等特殊稀有金属材料也可以加工。卓力达是高端精密蚀刻的第一品牌,拥有多条进口腐蚀生产线,和多家世界500强企业合作.免费提供金属腐蚀工艺解决方案,24小时服务 2、腐蚀的精度和侧蚀问题 在腐蚀加工的工艺中,除不经任何防蚀处理的整体腐蚀方法外,都必须要注意防蚀层下腐蚀的“蔓延”问题,也就是我们常说的侧腐蚀。侧腐蚀的大小直接关系到图文的精度和腐蚀线条的极限尺寸。通常把防蚀层下的水平方向的腐蚀宽度A称为侧蚀量,侧蚀量A与腐蚀深度H的比值就是侧蚀率F:
F=A/H
式中:A为侧腐蚀量(mm),H为腐蚀深度(mm);F为侧腐蚀率或腐蚀因素,用以表示不同条件下侧腐蚀量与腐蚀深度之间的关系。
.jpg) 以上有关圆弧R的大小受腐蚀深度,被腐蚀窗口的最小宽度与腐蚀深度的比值、腐蚀液的组成、腐蚀方法及材料种类等的影响较大。侧腐蚀的量决定了腐蚀的精度,侧蚀量越小,加工的精度越高,适用的范围就越宽,反之,加工的精度低,适用范围小。
化学腐蚀不可用于加工窄而深的凹槽这是因为在化学腐蚀反应所产生的汽泡会集聚在防蚀层边缘的下面,而这些被堵在防蚀层下面的气泡事实上起了把金属表面与腐蚀剂隔开的作用。以致造成一种非常不规则的腐蚀,形成很不整齐的边缘,这对于深度较大的加是一件麻烦事。虽然一些性能不错的防蚀材料较软,易于使气泡排出,对于这种加工到一定深度后,即使采用机械搅拌的方法也不足以使用权防蚀层边缘的气泡完全排出,但当加工到一定深度后,即使采用机模搅拌的方法也不足以使防蚀层边缘的气泡完全排出。对于这种加工最有效的方法就是采用比较费时的手工方法把图形边缘的防蚀层修平。另一种可能的原因就是腐蚀液表面张力的作用,这种情况同样也会在窄或小半径的表面造成腐蚀不能的情况,对于深度罗大的凹槽加工要求宽度不低于4mm,对于深度不大的凹槽或圆孔要求宽度或半径不小于深度的1.5倍。 3、常用金属腐蚀的材料不锈钢SUS304 SUS301 机械性能介绍:针对腐蚀工艺而言,SUS304材质性能更适合于腐蚀加工,SUS301的性能偏硬,蚀刻会有毛边,孔壁不光滑等缺陷。 SUS304,SUS301钢带不同状态下的标准机械性能
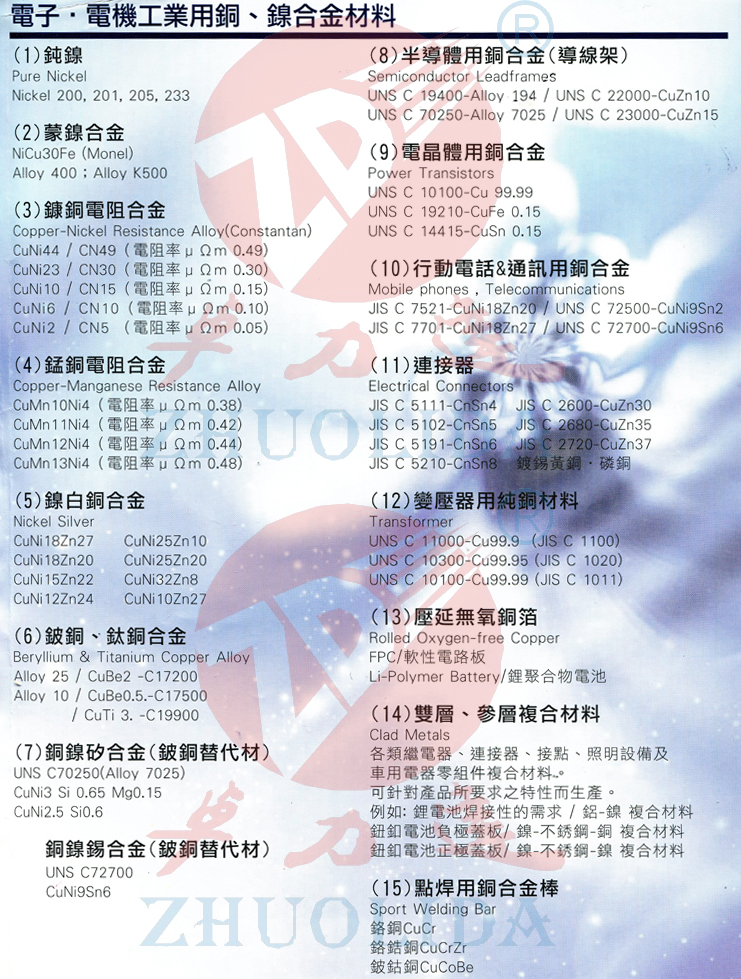
4、常用腐蚀加工材料:铜及铜合金应用介绍:不同的产品根据其性能需选用不同牌号的材质,铜合金应用面广,具体应用见下表。在生产的过程中,不同的铜及铜合金,腐蚀的速度是不一样的,需要及时掌握各种材料的腐蚀加工的时间 电子,电机工业用铜,镍合金材料表
腐蚀和冲压、切割、电铸工艺特点比较
腐蚀加工的材料要求:不锈钢材料中有很多牌号SUS301 SUS304 SUS316 SUS201等等,其中SUS304材质性能最适合腐蚀工艺! 版权所有:深圳市卓力达电子有限公司 盗印必究 |